 EN
EN
 AR
AR
 NL
NL
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 VI
VI
 TR
TR

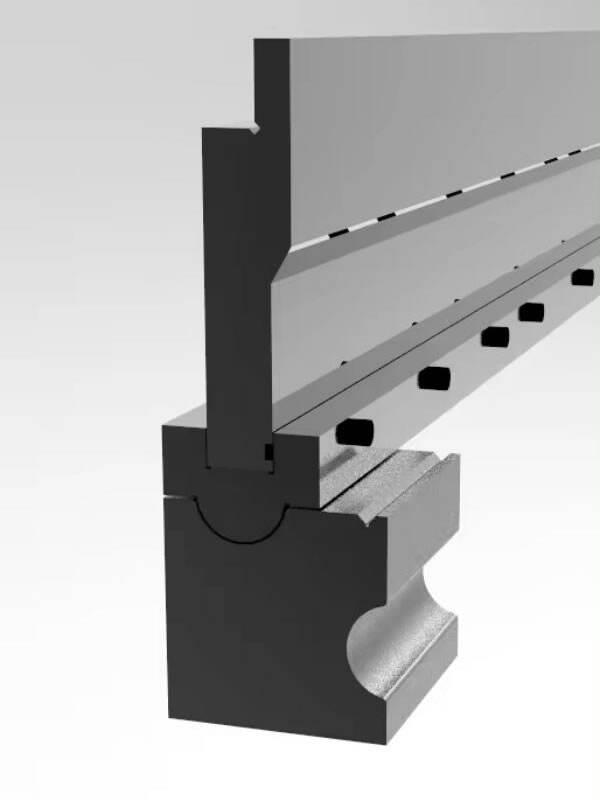
프레스 브레이크 도구 사용 사양
1. 벤딩 머신의 전원을 연결하고 키 스위치를 돌려 오일펌프를 시작 버튼으로 누르면 벤딩 머신의 오일펌프가 회전을 시작합니다. 이때 기계는 아직 작업 상태가 아닙니다.
2. 거리 조정은 벤딩 작업을 공식적으로 시작하기 전에 시험 운행이 필요합니다 プレ스브레이크 도구 . 벤딩 머신의 상형이 아래로 내려갔을 때, 반드시 판 두께만큼의 간격이 있어야 합니다. 그렇지 않으면 금형과 기계가 손상될 수 있습니다. 거리 조정에는 전동 빠른 조정과 수동 세밀한 조정이 포함됩니다.
3. 슬롯 선택은 プレ스브레이크 도구 일반적으로 판재 두께의 8배인 슬롯을 선택해야 합니다. 4mm 시트 금속을 구부리려면 약 32의 슬롯을 선택해야 합니다.
4. 벤딩 머신의 상하 금형의 중첩과 단단함을 확인하십시오; 각 위치 장치가 가공 요구 사항에 부합하는지 확인하십시오. 정기적으로 상하 금형의 중첩을 확인하십시오; 압력계의 표시가 규정에 따라 수행되는지 확인하십시오.
5. 시트 금속을 구부릴 때는 시트 금속이 구부러지는 동안 들어올라가 작업자를 다치게 하지 않도록 조밀하게 압축해야 합니다.
6. 시트 금속 압형 금형을 조정할 때는 전원을 차단하고 기계를 멈춘 후 진행해야 합니다.
7. 가변 벤딩 머신의 하부 금형 개구부를 변경할 때는 재료가 하부 금형과 접촉하지 않도록 해야 합니다.
8. 구부리기 머신의 금형은 성능을 초과하는 철 판, 쿼친 강판, 고급 합금강, 사각 강재 및 플레이트 벤딩 머신의 능력 이상의 재료를 구부리는 데 사용하지 마십시오. 이로 인해 기계가 손상될 수 있습니다.
9. 벤딩 머신을 끄고 양쪽의 오일 실린더 아래의 하부 금형에 나무 블록을 두어 상부 슬라이딩 플레이트를 나무 블록 위로 내립니다. 제어 시스템 프로그램을 먼저 종료한 다음 전원을 차단합니다.
추천 상품
뜨거운 소식
-
레이저 절단 벌레와 잔해 제거 가이드
2024-05-16
-
CNC 벤딩 머신의 성능
2024-05-24
-
왜곡 축 프레스 브레이크 머신과 전기-하이드라울릭 CNC 프레스 브레이크 머신을 구분하고 선택하는 방법
2024-06-20
-
금속을 구부리는 법 마스터하기: 필수적인 프레스 브레이크 머신
2025-02-08
-
장비 수명 연장을 위한 전단기 유지 보수 팁
2025-02-08
